Marcado en diferentes plásticos







Procesos de marcado láser en plásticos
Carbonización
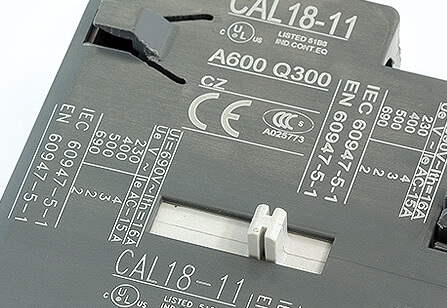
La carbonización permite crear fuertes contrastes en superficies brillantes. Durante este proceso, el láser calienta la superficie del material (hasta un mínimo de 100 °C) provocando la emisión de oxígeno, hidrógeno o ambos. El resultado es una zona oscura con una alta concentración de carbono.
Durante la carbonización, el láser trabaja a una potencia inferior a la media. Esto da como resultado un tiempo de marcado más largo que otros procesos. La carbonización se puede aplicar a polímeros o biopolímeros como los materiales orgánicos (por ejemplo la madera, la piel y el cuero). La carbonización se utiliza principalmente para oscurecer y su contraste no es máximo en componentes que ya sean oscuros.

Cambio de color
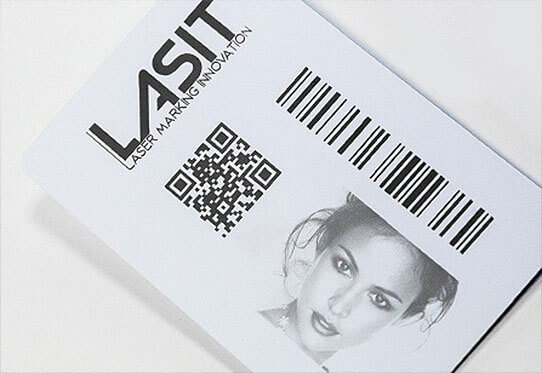
El marcado láser que implica un proceso de cambio de color es básicamente un proceso eléctrico que reordena las macromoléculas (modificando su dirección). En este caso, el material se «dilata», expandiéndose parcialmente. No tiene lugar ninguna eliminación ni remoción de partes del material. Los elementos del «pigmento» del material base siempre contienen iones metálicos. La radiación láser cambia la estructura cristalina de los iones y el nivel de hidratación de los cristales.
En consecuencia, la composición del propio elemento sufre una transformación química, provocando un cambio de color debido a la mayor intensidad del pigmento. A diferencia de los procesos anteriores, el láser trabaja a máxima frecuencia. Cada pulso tiene una energía reducida. De esa forma se evita una expansión excesiva del material o la eliminación de parte de la superficie. Todos los polímeros plásticos pueden someterse a este proceso de cambio de color. En la mayoría de los casos el cambio de color es hacia un tono más oscuro, rara vez se obtiene un efecto más claro.
Remoción
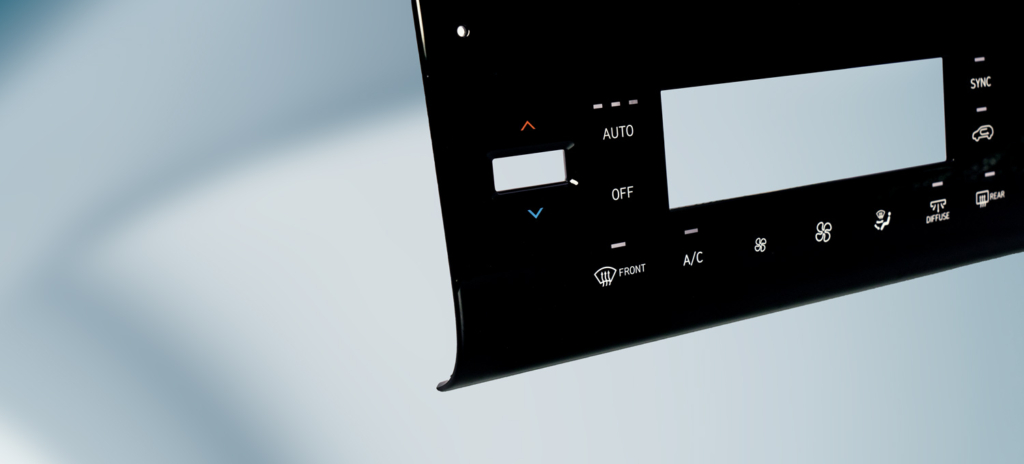
La remoción se utiliza en componentes de plástico multicapa (laminados). Como su propio nombre indica, este proceso consiste en eliminar las capas superficiales del material base. La diferencia de color entre las diferentes capas crea los diferentes contrastes cromáticos.
Este contraste de color se utiliza para crear los componentes retroiluminados de los coches.
Todos los componentes Night & Day de los automóviles se fabrican eliminando la capa superficial del plástico.
Expansión
La expansión es un proceso de marcado láser que derrite la superficie del plástico. El material, llevado al punto de ebullición, se derrite. El enfriamiento posterior es muy rápido. Las burbujas gasificadas y vaporizadas se encuentran en la capa superficial del material base y crean un abultamiento blanquecino.
Esto provoca un efecto de marcado tangible (en relieve). El efecto de estas burbujas es más visible si el material de base es oscuro. En este caso, el láser trabaja a potencia reducida pero con pulsos muy largos. Este proceso se puede aplicar a todos los polímeros, cuya composición hará que varíe el color final: claro u oscuro.
Marcadores láser para plásticos: ventajas
RESISTENCIA
A diferencia de otras tecnologías, el marcado láser es indeleble y resistente al desgaste, al calor y a los ácidos. En el caso del marcado de códigos, esta característica es fundamental para garantizar la trazabilidad del componente a lo largo del tiempo. En el caso del marcado de logotipos o gráficos, aumenta el reconocimiento y la calidad del marcado.
AHORRO
- El marcado directo sobre plástico no implica ningún coste en consumibles, como tinta, productos químicos, pastas o aerosoles
- El marcado directo evita todos los costes de eliminación de productos químicos
- No es necesario ningún tratamiento preventivo o posterior al procesamiento con láser
- Menor riesgo de desgaste (y por tanto de que sea necesaria la sustitución) de los componentes mecánicos
ECOLOGÍA
La ausencia de productos químicos tóxicos de difícil eliminación también contribuye al medioambiente, evitando la emisión en el aire o en el agua de líquidos y gases nocivos.
PRECISIÓN
VELOCIDAD
- Es posible realizar marcados con láser en muy poco tiempo, incluso de contenido variable (por ejemplo, números de serie, códigos).
- Se puede realizar una amplia gama de marcados diferentes sin necesidad de reequipar o cambiar herramientas en la máquina.
VERSATILIDAD
- Permite trazar caracteres con fuentes y diseños geométricos de dimensiones mínimas, manteniendo una legibilidad clara;
- Es posible realizar fotograbados en poco tiempo
INTEGRACIÓN CON LOS SISTEMAS DE FÁBRICA
El marcador láser puede interactuar con los sistemas de fábrica generando automáticamente códigos progresivos y números de serie y realizando un procesamiento continuo.

Los láseres que marcan el plástico
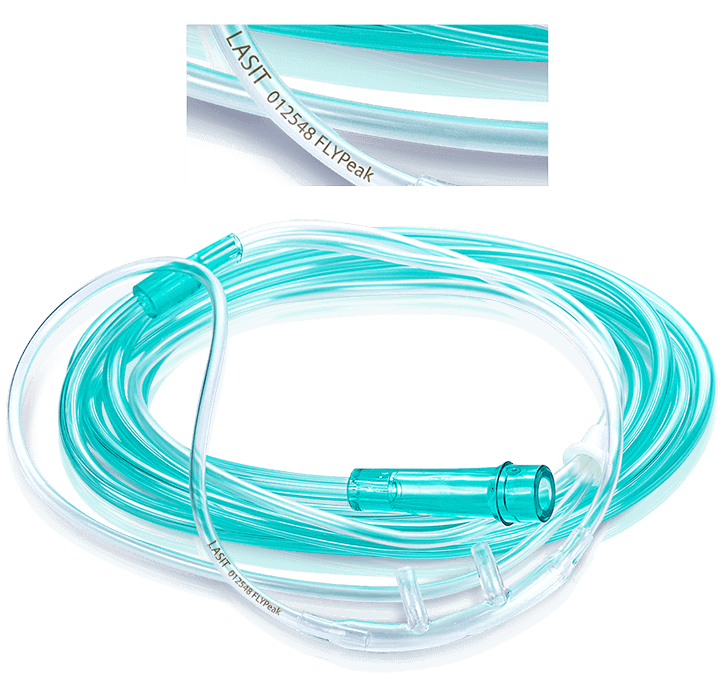
Los láseres más comunes para aplicaciones en plásticos son los famosos láseres UV, el láser de onda verde FlyPeak de LASIT y el láser de luz verde normal con fuente de fibra óptica. En la mayoría de los casos, se recomienda el uso de un láser MOPA, o sea, de pulso variable: gracias al control de la duración del pulso, este láser garantiza el máximo rendimiento en las aplicaciones más difíciles.
Parámetros de prueba
Alta velocidad (900-1200mm/sec)
Baja frecuencia (10-20kHz)
Potencia media baja (30-60%)





ABS Blanco

PA66 GF 30 Negro

POM C Negro

Descubre la precisión que marca la diferencia
Descarga el folleto para explorar en detalle nuestras soluciones de tecnología láser industrial.